Qualification資格の種類
資格の種類は細かく分かれています。
つぎの表や図※を見ながら貴方が必要とする資格をさがしましょう。
- 説明で用いる緑、茶、青色は資格証明書(免許証)と申込書の色調を表します。
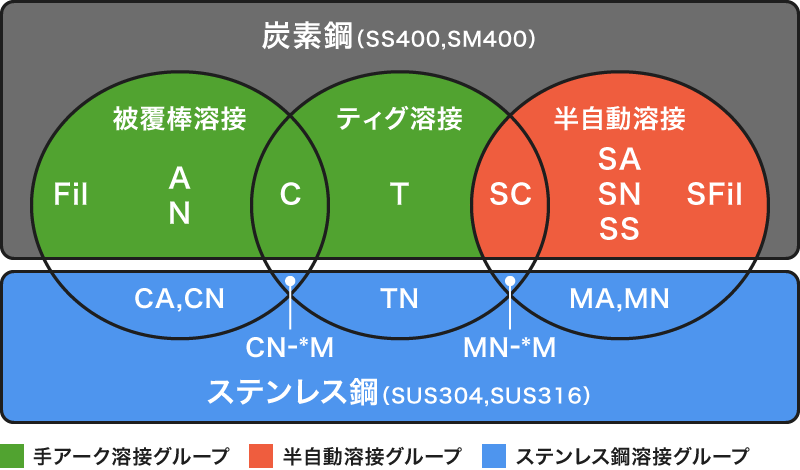
一般的な溶接資格は手溶接
半自動溶接ステンレス鋼溶接の
3種類に分かれます
手溶接と半自動溶接の資格は橋、船、建物や産業機械などに広く使われるSS400やSM400など”炭素鋼”の溶接に必要です。
ステンレス鋼溶接の資格はSUS304やSUS316あるいはSUS444などの”ステンレス鋼”の溶接に必要です。
受験申込書の表から各種の
資格種類や内容をみましょう。
- 注 意
-
表の最上段で”F”で記されるのが基本級です。
- 基本級
-
フラットに置いた板を下向き姿勢で溶接するクラスです。溶接のやり方(表の縦列)ごと基本級があります。
この下向き溶接クラスは技能の基礎ともいえますから、基本級がないと専門級(F以外の姿勢)は取得できません。
まずF姿勢に合格※することが大切です。- F姿勢と他の姿勢(専門級)は同時に受験できますが、Fが✕不合格なら専門級が上手な○でも実技受験のすべてが✕となります。

手溶接
(炭素鋼の)被覆棒溶接や
ティグ溶接のように、溶接作業のなかで
手の動きが大切な溶接の分野
| 受検種目 | 基本級 | 01 | N-1F | 06 | A-2F | 11 | N-2F | 16 | A-3F | 21 | N-3F | 26 | T-1F | 31 | C-2F | 36 | C-3F |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 専門級 | 02 | N-1V | 07 | A-2V | 12 | N-2V | 17 | A-3V | 22 | N-3V | 27 | T-1V | 32 | C-2V | 37 | C-3V | |
| 03 | N-1H | 08 | A-2H | 13 | N-2H | 18 | A-3H | 23 | N-3H | 28 | T-1H | 33 | C-2H | 38 | C-3H | ||
| 04 | N-1O | 09 | A-2O | 14 | N-2O | 19 | A-3O | 24 | N-3O | 29 | T-1O | 34 | C-2O | 39 | C-3O | ||
| 05 | N-1P | 10 | A-2P | 15 | N-2P | 20 | A-3P | 25 | N-3P | 30 | T-1P | 35 | C-2P | 40 | C-3P |
半自動溶接
(炭素鋼の)溶接で手持ちのトーチから
溶接ワイヤーが自動供給され、
アークの維持が比較的容易で
高効率な溶接の分野
| 受検種目 | 基本級 | 01 | SN-1F | 06 | SA-2F | 11 | SN-2F | 16 | SA-3F | 21 | SN-3F | 26 | SC-2F | 31 | SC-3F | 36 | SS-2F | 41 | SS-3F |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 専門級 | 02 | SN-1V | 07 | SA-2V | 12 | SN-2V | 17 | SA-3V | 22 | SN-3V | 27 | SC-2V | 32 | SC-3V | 37 | SS-2V | 42 | SS-3V | |
| 03 | SN-1H | 08 | SA-2H | 13 | SN-2H | 18 | SA-3H | 23 | SN-3H | 28 | SC-2H | 33 | SC-3H | 38 | SS-2H | 43 | SS-3H | ||
| 04 | SN-1O | 09 | SA-2O | 14 | SN-2O | 19 | SA-3O | 24 | SN-3O | 29 | SC-2O | 34 | SC-3O | 39 | SS-2O | 44 | SS-3O | ||
| 05 | SN-1P | 10 | SA-2P | 15 | SN-2P | 20 | SA-3P | 25 | SN-3P | 30 | SC-2P | 35 | SC-3P | 40 | SS-2P | 45 | SS-3P |
ステンレス鋼溶接
(ステンレス鋼を)被覆棒、ティグあるいは
半自動溶接で溶接するための
ステンレス鋼に限られた溶接の分野。
| 受検種目 | 溶 接 | 披覆アーク溶接 | 組合せ溶接(ティグ+披覆) | ティグ溶接 | ミグ・マグ溶接 | 組合せ溶接(ティグ+ミグ) (ティグ+マグ) |
|||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 基本級 | 01 | CN-F | 06 | CA-F | 10 | CN-FM | 17 | TN-F | 25 | MA-F | 31 | MN-F | 36 | MN-FM | |
| 専門級 | 02 | CN-V | 07 | CA-V | 11 | CN-VM | 18 | TN-V | 26 | MA-V | 32 | MN-V | 37 | MN-VM | |
| 03 | CN-H | 08 | CA-H | 12 | CN-HM | 19 | TN-H | 27 | MA-H | 33 | MN-H | 38 | MN-HM | ||
| 04 | CN-O | 09 | CA-O | 13 | CN-OM | 20 | TN-O | 28 | MA-O | 34 | MN-O | 39 | MN-OM | ||
| 05 | CN-P | 14 | CN-PM | 21 | TN-P | 40 | MN-PM | ||||||||
表でみるとおり資格は例えば”SA-3H”のとおり左右の2つの項目をーで結んで表します。
- このSA-3Hは「S=半自動、A=裏当有、3=厚(板)材、H=横向き」の溶接資格となります…以下参照
第1の項目 溶接のやり方 溶接法と母材の組み合わせ
ティグ溶接のゾーンに重なるのは、初層をティグで裏波溶接した後、被覆棒溶接か半自動溶接で仕上げる”組み合わせ;combination 溶接法”をいいます。(ステンレス鋼の組み合わせ溶接は150AパイプのCN-PM資格だけです)
- グループの色分けは受験申込書及び適格性証明書にも使用されています
図中のアルファベットについて
- AかN…
- 裏当て有りか無し(アリ、ナシのローマ字読み)
- T…
- ティグ溶接のT
- S…
- 半自動(セミオート)のS
- SS…
- セルフ シールド(ノンガスとも)半自動溶接のSS
- M…
-
メタル・アクティブ/イナート・ガス(略:マグ/ミグ)溶接のM
→ シールドガスで分けた、半自動溶接の別の呼び方ただし、ステンレス鋼組み合わせ溶接CN-PMでは
“組み合わせ;C”の代わりに複合;ミックスの”M”をもちいる - C…
-
炭素鋼の溶接では、組み合わせ(コンビネーション)のC
ステンレス鋼溶接では被覆溶接棒(コアド フラックス ロッド)の意味でCを用いる
- 炭素鋼の被覆棒溶接は溶接の基礎と言えますから、溶接法を識別するアルファベットはなく
裏当て金の有無だけで表されます。 - 半自動溶接と被覆棒によるステンレス鋼溶接では、それぞれの溶接法を識別するSとCに裏当て金の有無を示す
AかNが付きます。SS溶接ではいつも裏当て金が有り(A)ですが、SSAとはせずにAを略してSSと表します。 - ティグ溶接は裏波溶接に適している一面があるので、評価試験では裏当て金無し(N)ですから組み合わせ溶接(C)を含めて炭素鋼の溶接ではNを略します。ただし、ステンレス鋼溶接の薄板の場合、ティグ溶接による薄板炭素鋼の溶接をTの一文字で表すのと区別できるように特に裏当てナシのNを付けてTNと表しています。
第2の項目 作業クラス 厚さと姿勢(向き)との組み合わせ (作業の難易度もあらわす)

- クラス「1・2・3」で「薄・中・厚板(パイプ)」を
さします。 - ステンレス鋼溶接、チタン溶接およびJPI溶接では、
母材の厚みは溶接のやり方で決まるので数字は記されません。 - 炭素鋼薄板ではA-1やSA-1に相当する裏当金有の受験
クラスはありません。


上にも示したとおり、それぞれの板厚(肉厚)を薄板、中板、厚板と呼ぶ慣わしがあります。
パイプなら【厚肉パイプ、薄肉パイプ】などと呼びます。
厚さと姿勢とを組み合わせて、溶接の“作業クラス”です。
(例)3V…厚板19tの縦向き溶接/2P…中肉パイプの全姿勢溶接
母材が特殊な材料の場合
特殊な材料のチタンや低合金鋼(JPI)の溶接資格は第1グループだけで大部分を表します。
下図のとおり母材の違いがグループになります。
なお中肉相当の基礎杭溶接資格にはそれぞれのA-2P,SA-2P、SS-2Pの先頭にFPをつけます。
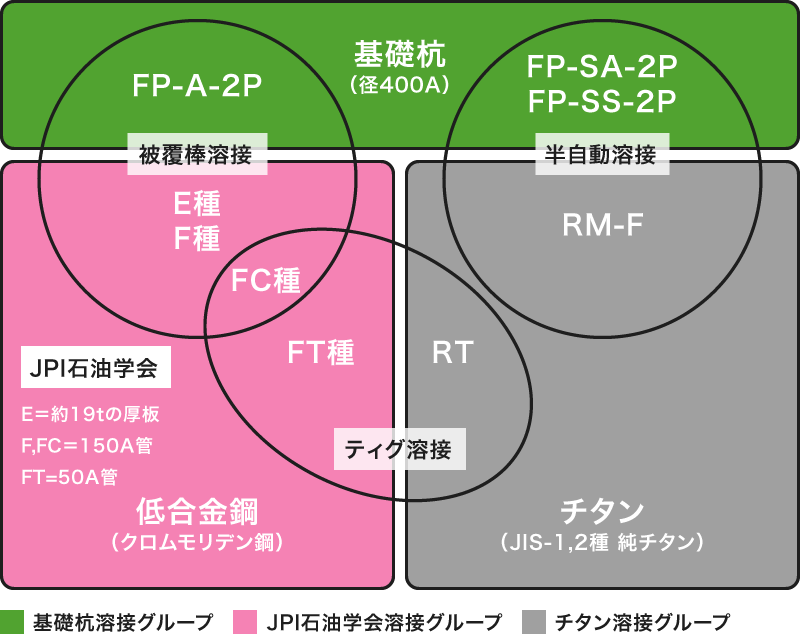
- グループの色分けは受験申込書にも使用されています。
- 証明書の色は基本杭は同色ですがJPIは白、チタンはバイオレッドピンクになります。
図中のアルファベットについて
- FP…
- 基礎杭(ファンデーション パイル)のFP
- E・F…
-
A~Hと並ぶJPI資格のうち、JIS資格の読み替えがきかないもの。
E種は被覆棒による高張力鋼厚板の上向き溶接を主とし、F種はクロムーモリブデン低合金のパイプ溶接をあらわす。
F,FC種は150Aパイプの被覆棒か組み合わせ溶接を、FT種は50A細パイプのティグ溶接を表す。 - T,S,SS,A,M…
- 第1の項目表現法のとおり
- R…
-
チタン鉱石(ルチル)からのRでチタンを示す。
ティグ法によるものではRT-Fは薄板の下向き溶接を、RT-Pは薄肉パイプ溶接を表す。